









Collet Chuck, HSK100, 32.00mm
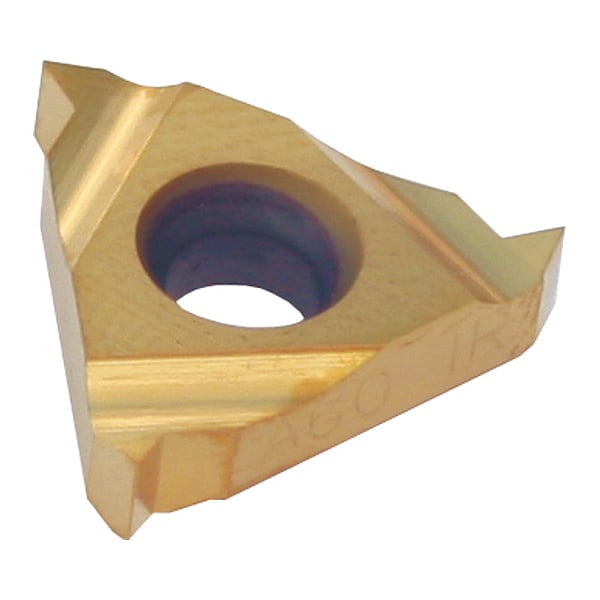
| Item | Indexable Thread Turning Insert |
|---|---|
| Cutting Direction | Right Hand |
| Inscribed Circle | 0.3750 in |
| Rake | Positive |
| Insert Shape | 16.00 mm |
| ANSI Code | C1-C2 |
| Number of Coolant Holes | 2 |
| Coolant Fed | Coolant Through |
| Standards | ANSI, ISO |
| Features | Hard Cutting Edge and Wear Resistance for Machining |
| Coating Process | PVD |
| Thread Height Difference | 1.7 mm |
| Cutting Height | 16 mm |
| Manufacturer Grade | DVK10 |
| Series | G60 |
| Cutting Edge Length | 3/8 in |
| Clearance Angle | 60 deg |
| Insert Style | 0.375 |
| Thread Profile Type | Partial Profile |
| Finish - Machining | TiN |
| Feed Type | 200 in to 600 in sfm |
| Measurement System | Fractional Inch |
| Threading Location | Internal Threading |
| Min. Thread per Inch | 1.75 mm |
| Cutting Application | Threading |
| Insert Holding Type | 0.3750 in |
| Side-to-Cutting Tip | 1.7 mm |
| Number of Cutting Edges | 3 |
| Max. Thread Pitch | 3 |
| Thread Direction | Right Hand |
| Primary Material Application | Aluminum, Cast Iron, Alloy Steel, Carbon Steel, Stainless Steel, High-Temperature Alloys |
| Max. Threads per Inch | 14 |
| Included Angle | 60 Degrees |
| Min. Thread Pitch | 1.75 mm |
| Primary Material Application ISO Code | M, S, K, N |
| Thread Pitch | 1.75 |
| Material Grade - Machining | DVK10 |
| Package Quantity | 1 |