









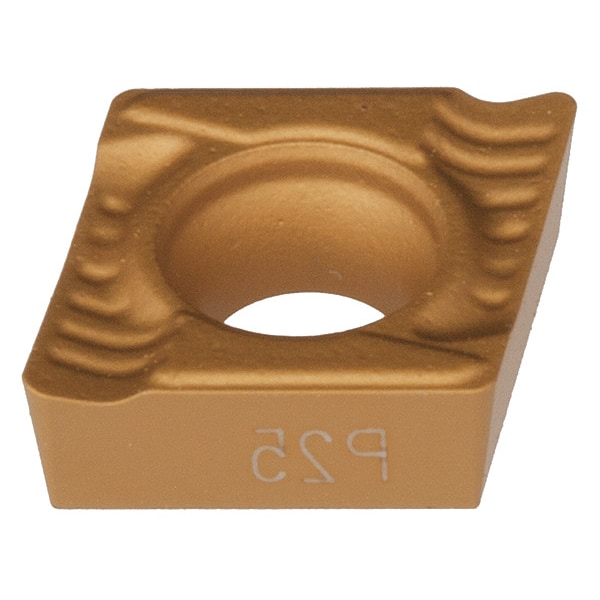
Diamond Turning Insert, Diamond, 3, CCGT, 1
| Item | Diamond Turning Insert |
|---|---|
| Insert Shape | Diamond |
| Insert Style | CCGT |
| Inscribed Circle | 3 |
| Chip-Breaker | Yes |
| Corner Radius | 1 |
| Rake | Positive |
| ISO Number | CCGT-09T304-UEXL |
| Coolant Fed | Coolant Through |
| Features | Best for Turning 300 and 400 and PH Series Austenitic Stainless Steel, Impact and Thermal Shock Resistant Substrate, Precision Ground Insert |
| Standards | DIN 6499 |
| ANSI Code | CCGT-32.51-UEXL |
| Number of Coolant Holes | 2 |
| Cutting Direction | Left Hand |
| Shape | Rhombic |
| Cutting Edge Length | 9 mm |
| Material - Machining | Carbide |
| Depth of Cut | 0.004 to 1/8 in |
| Manufacturer Grade | DMC30UT |
| Chip-Breaker Style | On One Side |
| Included Angle | 80 Degrees |
| Hole Type | 40 Degrees to 60 Degrees Countersink Through Hole |
| Thickness | 3 |
| Coating Process | CVD |
| Cutting Edge | Honed |
| Primary Material Application | Stainless Steel |
| Measurement System | Fractional Inch |
| Chip-Breaker Code | UEX |
| Insert Holding Type | 40 Degrees to 60 Degrees Countersink Hole |
| Finish - Machining | TiCN+TiN |
| Cutting Application | Universal Turning |
| Clearance Angle | 7 deg |
| Material Grade - Machining | C5-C6 |
| General Shape | Diamond |
| Primary Material Application ISO Code | M30 |
| Number of Cutting Edges | 1 |
| Application | Drilling |
| Package Quantity | 1 |