











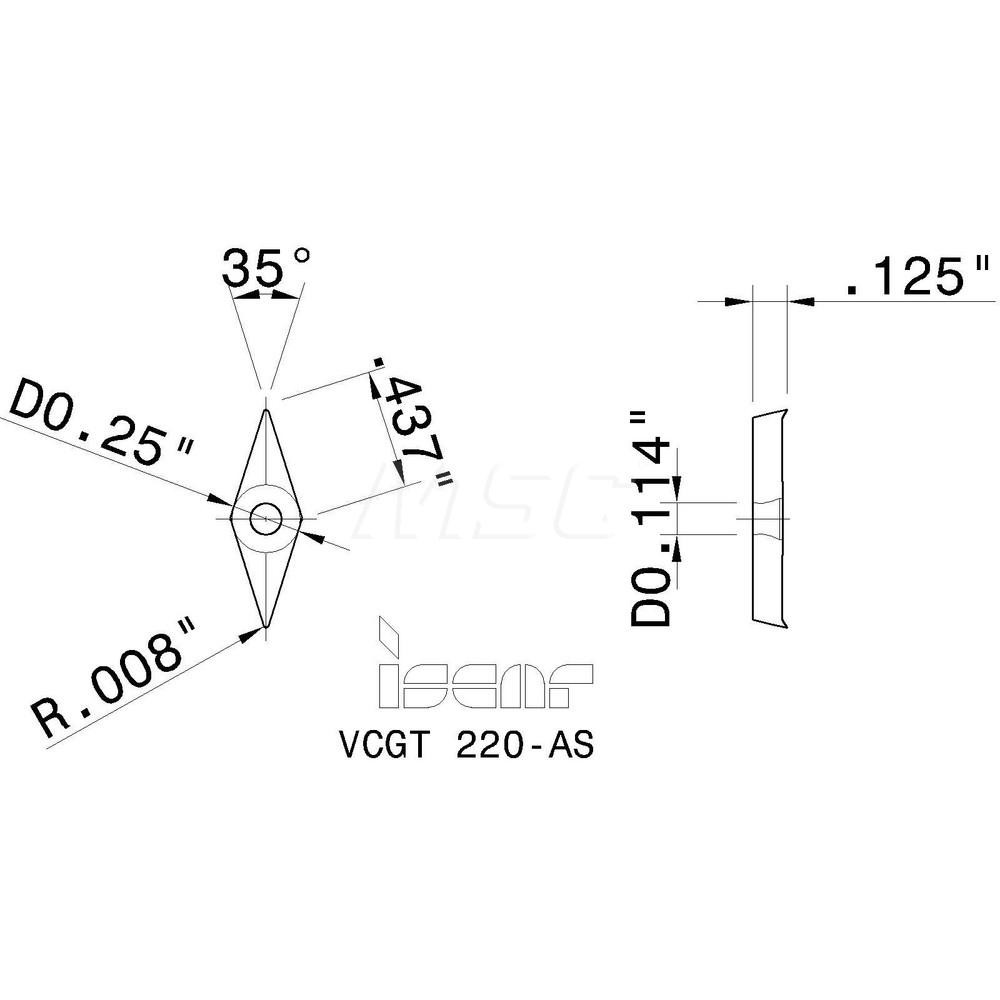




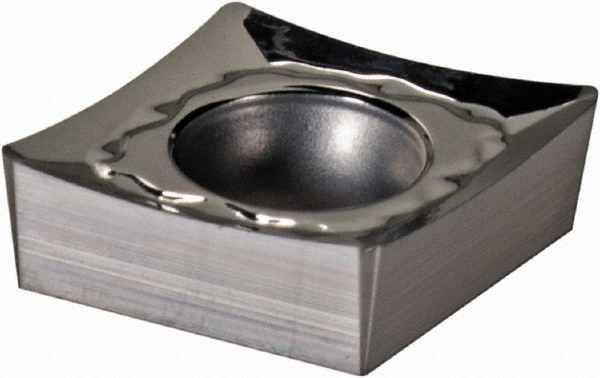




















Bright/No Finish, 11.10 mm Long, 35 deg V - Diamond (Rhombic) 35-Deg, Series Isoturn
| Insert Style | VCGT |
|---|---|
| ISO Size Code | 110301 |
| ANSI Size Code | 220 |
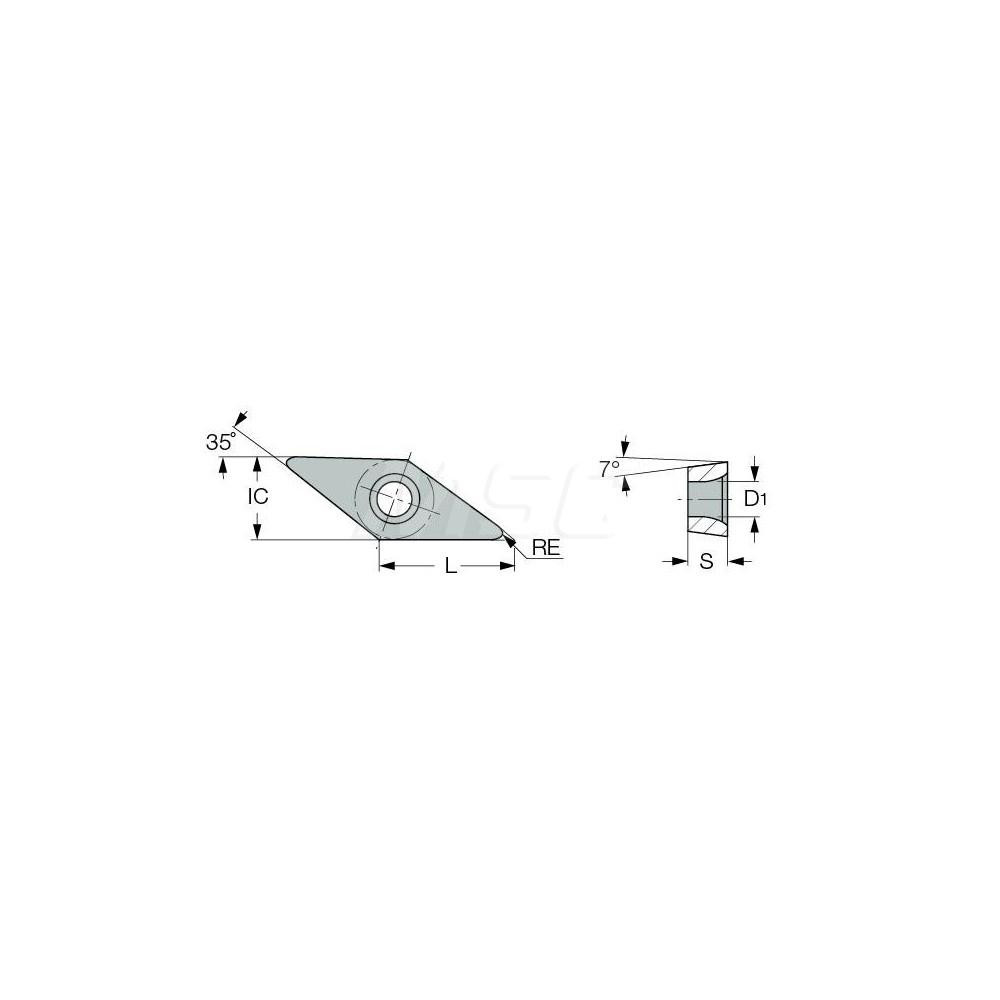
| Insert Shape | V - Diamond (Rhombic) 35-Deg |
| Included Angle | 35 |
| Inscribed Circle (Decimal Inch) | 0.2500 |
| Inscribed Circle (Inch) | 1/4 |
| Corner Radius (Decimal Inch) | 0.0079 |
| Insert Material | Carbide |
| Manufacturer Grade | IC20 |
| Coating/Finish | Bright/Uncoated |
| Relief Angle | 7 |
| Insert Thickness (Decimal Inch) | 0.1250 |
| Insert Thickness (Inch) | 1/8 |
| Series | Isoturn |
| Grade Characteristics | Cast Iron (K) - High Wear-Resistance to Moderate Wear-Resistance and Toughness; Aluminum & Non-Ferrous (N) - High Wear-Resistance to Moderate Wear-Resistance and Toughness; Stainless Steel (M) - High Wear-Resistance to Moderate Wear-Resistance and Toughness; Special, Super Alloys (S) - High Wear-Resistance to Moderate Wear-Resistance and Toughness |
| Chip Breaker Operation | Finishing |
| Side Clearance | Positive |
| Insert Shape Code | V |
| Hole Diameter (Decimal Inch) | 0.1142 |
| Hole Diameter (Mm) ( - 0 Decimals) | 2.90 |
| Maximum Depth of Cut (mm) | 2.50 |
| Maximum Depth of Cut (Decimal Inch) | 0.0984 |
| ISO Insert Code | VCGT110301 |
| ANSI Insert Code | VCGT220 |
| Insert Holding Method | Screw |
| Clearance Code | C |
| Tolerance Code | G |
| Coating Process | Uncoated |
| Length Range (Decimal Inch) | 0.4000 - 0.5000 |
| Rake | Positive |
| Insert Length (Decimal Inch) | 0.4370 |
| Insert Length (mm) | 11.10 |
| Primary Workpiece Material | Universal |
| Primary Workpiece Material Code | P; S; K; M; N |
| Iso Code | ISO 13399 |
| Standards | ISO 13399 |
| Chip Breaker | AS |
| UNSPSC Code | 23242105 |
| Insert Size Code | 220 |
| Country of Origin | South Korea |
| undefined | undefined |
| MSC Number | MSC# 52741626 |