

















Uses (3) ADGT 10T316R-D67;ADGT 10T316R-G77;ADGT 10T325R-D67;ADGT 10T325R-G77;ADGT 10T330R-D67;ADGT 10T330R-G77;ADGT 10T332R-D67;ADGT 10T332R-G77;ADGT 10T3PER-D67;ADGT 10T3PER-G77;ADHT 10T3PER-G88;ADKT10T3PER-F56;ADMT 10T308R-F56;ADMT 10T308R-G56;ADMT 10T312R-F56 Inserts, Through Coolant, 2 mm OAL
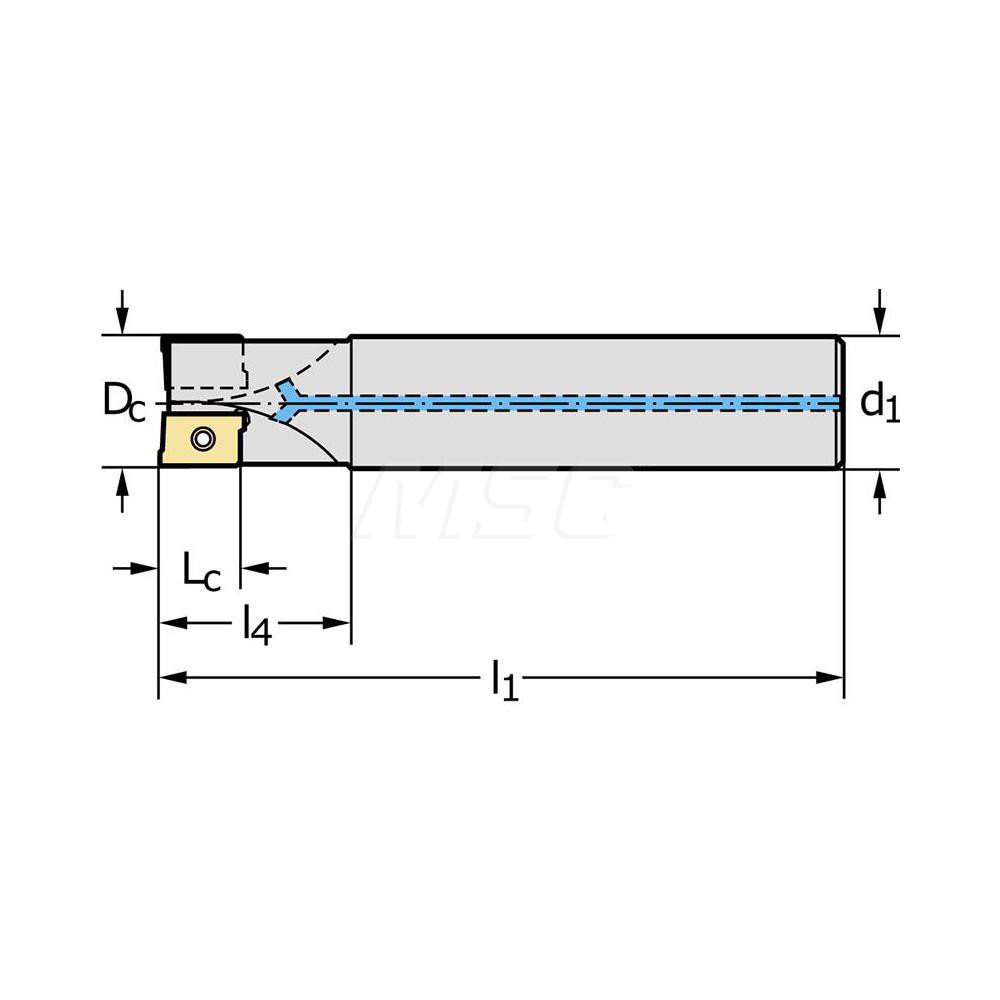
| Cutting Diameter | 0.7874 in |
|---|---|
| Cutting Diameter (mm) | 20.00 |
| Overall Length (Decimal Inch) | 7.8740 |
| Overall Length (mm) | 2.00 |
| Maximum Depth of Cut (mm) | 10.00 |
| Maximum Depth of Cut (Decimal Inch) | 0.3937 |
| Cutter Style | F4042R |
| Shank Type | Cylindrical |
| Shank Diameter (Decimal Inch) | 0.7874 |
| Shank Diameter (mm) | 20.00 |
| Insert Holding Method | Screw |
| Series | Xtra-tec |
| Lead Angle | 90 |
| Shank Length (Decimal Inch) | 6.6929 |
| Shank Length (mm) | 170.00 |
| Head Length (Decimal Inch) | 1.1811 |
| Head Length (mm) | 30.00 |
| Maximum RPM | 10000 |
| Primary Workpiece Material | Universal |
| Primary Workpiece Material Code | P; S; K; M; N |
| Secondary Workpiece Material | Hard Material; Glass; Graphite |
| Secondary Workpiece Material Code | H; O |
| Standards | ISO:ANSI |
| Insert Compatibility | ADHT 10T3PER-G88; ADGT 10T330R-G77; ADGT 10T316R-D67; ADGT 10T3PER-G77; ADMT 10T312R-F56; ADGT 10T316R-G77; ADGT 10T3PER-D67; ADGT 10T332R-D67; ADGT 10T332R-G77; ADMT 10T308R-G56; ADMT 10T308R-F56; ADGT 10T325R-D67; ADGT 10T330R-D67; ADGT 10T325R-G77; ADKT10T3PER-F56 |
| UNSPSC Code | 27112803 |
| ISO Number | F4042R.Z20.020.Z03.10 |
| Number Of Flutes | 3 |
| Number Of Cutter Inserts | 3 |
| Coolant Through | Yes |
| Country of Origin | China |
| MSC Number | MSC# 33895020 |